

Rectificado sin Centros
El rectificado sin c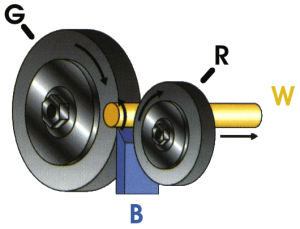 entros es una operación de acabado superficial sobre pieza cilíndrica en la que se logran unas condiciones de diámetro y de rugosidad (calidad superficial) excepcionales y todo ello con una buena fiabilidad y a un precio imbatible.
entros es una operación de acabado superficial sobre pieza cilíndrica en la que se logran unas condiciones de diámetro y de rugosidad (calidad superficial) excepcionales y todo ello con una buena fiabilidad y a un precio imbatible.
Estos excepcionales resultados se logran gracias a una maquinaria que gracias a una ingeniosa y elaborada geometría, permiten procesar las piezas en ciclos muy cortos.
Frente a las -cada vez mas sofisticadas- máquinas de torneado, el rectificado mantiene su vocación de rugosidades controladas y medida precisa, gracias al uso de muelas abrasivas dotadas de las mas completas características tanto en abrasivos como en ligantes.
La sencillez conceptual de las máquinas se basa en la forma en la que la pieza queda colocada en la máquina, sin que haya nada que la sujete mientras es procesada, la pieza no está sujeta por ningún dispositivo, está literalmente cazada por dos muelas que mientras giran son presionadas entre ellas, adicionalmente a un tercer apoyo que es una regla planificada muy bien acabada que se sitúa justo debajo. Esta combinación de fuerzas mediante el uso de muelas con diferente composición, da al proceso toda la elasticidad que precisa.
De esta forma la pieza está perfectamente sujeta mientras el acercamiento entre muelas va bajando el diámetro final con resoluciones de milésimas de milímetro.



La operación tiene una gran elasticidad dado que manteniendo las características básicas de la operación se consigue procesar no solo cilindros con formas simples, si no partes de la pieza que necesitan el ser procesadas mientras que otras (roscas o valonas) permanecen fuera de la máquina sin ser tocadas.
La presencia de varios diámetros a rectificar exige en determinados casos el perfilado de muelas con distintas formas tales como cilindros, conos, semiesferas o cualquier forma compleja. Todas estas superficies pueden ser rectificadas mediante muelas a las que se dota de una forma geométrica adecuada.
Así elementos industriales que exijan una calidad dimensional o superficial en varios o todos los diámetros podrán ser rectificados por una fracción del precio inicial.
La operación de rectificado sin centros es idónea como proceso de acabado en una amplia variedad de piezas de producción que exigen acabado tras haber sufrido transformaciones por tratamiento térmico, recubrimientos superficiales o demás, dado que la alta dureza del material procesado no es absoluto obstáculo para conseguir acabados adecuados.
Las muelas abrasivas, que giran a velocidades de contacto muela-pieza de 33m/s (que en casos de gran producción pueden llegar hasta los 45m/s) tienen una capacidad de corte realmente excepcional.
Las operaciones de rectificado sin centros suponen una opción en el acabado de piezas, tanto en producción como en recuperación de materiales cuyas características puedan ser reducidas en diámetro.



Una opción disponible en el rectificado sin centros es la aplicable -en el supuesto de tener piezas altas de rugosidad pero que tienen poco material para quitar- para matar crestas en un material rugoso y que mediante el uso de muelas no-abrasivas, consigue bajar la rugosidad. Esta operación también recibe el nombre de lapeado.
Otra característica del rectificado sin centros es su función de rectificado de último recurso, en casos tales como los de recuperación de pieza de responsibilidad, que no han sido diseñadas como rectificables en máquina universal o en aquellos casos en los que ha habido que eliminar los puntos con posterioridad al rectificado y el rectificado sin centros es la única opción.
La operación de rectificado sin centros permite por tanto el rectificado a precio contenido de multitud de piezas con formas diversas, consiguiendo un excelente resultado.
